Tensile strength is a measurement of the force required to pull something such as rope, wire, or a structural beam to the point where it breaks.
Yield strength – The stress a material can withstand without permanent deformation. This is not a sharply defined point. Yield strength is the stress which will cause a permanent deformation of 0.2% of the original dimension.
Ductility is when a solid material stretches under tensile stress.
Elongation is defined as the length at breaking point expressed as a percentage of its original length (i.e. length at rest) e.g. if a rubber reaches twice its length before breaking its elongation is 100%
How Heat Affects The Weld

Welding is like most solutions in life: there are trade-offs. You have to decide what the most important outcome for your situation is. And remember, you can’t have your cake and eat it, too.
Welding’s big trade-off is between strength and ductility. If you have too much of one then you’ll have less of the other.
The Rule: Less heat in a weld creates more tensile strength and decreases ductility. The added strength to the weld will add more
brittleness and greater chance of cracking. Less heat also produces smaller welds: you may have to do more welding (i.e. passes) to finish the job.
More Heat in a weld creates less tensile strength (yield) and increase the ductility (elongation). You’ll reduce the chance of cracking in the weld but at the expense of loss tensile strength. The weld can fail if it doesn’t meet the required minimum strength. With more heat, you’re getting larger weld deposits: you have less welding (i.e. passes) to do.
Where Does the Heat Come From

1. Your Wire Feeder
(Amp X Volts x 60)/ (1000 x Travel Speed Inches Per Minute) = Heat Input
2. Your Shielding Gas
Using welding gases in Mig welding, will affect the Heat Input in your welding Argon lowers the heat. Your Argon mixture gases will lower the heat input. 
The lowering of the heat will contribute to higher tensile strength and less ductility.
Straight CO2 gas will increase the heat input. Increasing the heat is going to increase ductility but reduce the tensile strength and yield.
The Combination of Gas and Heat Input.
Now we know how these 2 welding variables affect the weld. These 2 variables are always present when MIG welding. They either will both work together to increase or decrease the heat input. Or they can offset one another. Whatever the combination is, it will affect the tensile strength and ductility of the weld.
Conclusion
The question is: what do you want accomplished at the end of the welding job? And how do you make sure nobody is doing their own thing on critical welding jobs?
Wire Manufacturers Data Sheets are wonderful guides. They’ll give you the setting for your wire feeder, gas flow and chose the welding gas to obtain your goal of tensile strength and elongation. Some welding wires only allow one type of welding gas and others will allow a choice of gases; the data sheet will tell you that.
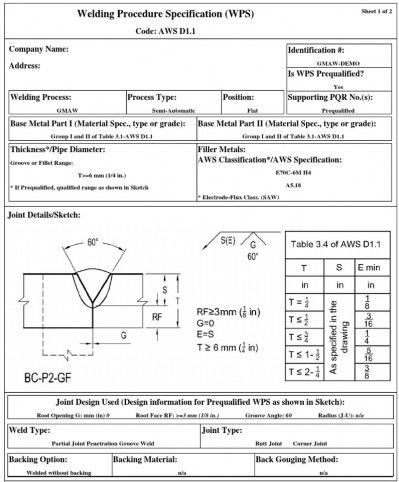
Your welding procedure specs will restrict the welder to what he can do. It gives specific details in making the critical welds. Secondly, make sure your welding machines are calibrated – i.e. your meters are telling the truth. Use a Flow Gauge to measure the flow of gas at the nozzle of the MIG gun.
We can’t always have our cake and eat it too, but there are compromises that can work so everyone can be happy. If we can help, please call.
Cheers,
Ron-Son’s Torch

